Das Hämmern ist die vorzügliche Technik des Edelmetalls. Von ihr stammt der deutsche Ausdruck „Goldschmied“, obgleich wir sonst bei „Schmieden“ an die Arbeit auf warmem Wege denken, während das Hämmern oder Treiben von Edelmetall der Griechen, überwiegend auf kaltem Wege vor sich geht. Das Gold wie schon erwähnt —und das Silber und Kupfer lassen sich durch Hämmern ausdehnen, wodurch die Masse ihren Zusammenhang nicht verliert, sondern noch fester und elastischer wird.
Das gegossene oder gehämmerte Blech wird durch kurze, dicht neben einander fallende Schläge auf einer festen und doch nachgiebigen Fläche, zumeist einer Bleiplatte, allmählich zur Rundung eines Hohlkörpers heraus getrieben (die Spuren dieser Schläge als kleine Flächen lässt man auf grobem Kupfergerät stehen, erst die moderne Arbeit hat dies als „martelé“ für Silber verwendet). Will man eine Platte oder den so gewonnenen glatten Körper verzieren, so muss man das beabsichtigte Ornament zunächst von unten her als Beule heraus treiben. Will man diese von oben her wieder teilweise zurück treiben und will man schließlich von oben oder unten her die Feinheiten herausarbeiten, so legt man das Metall bald mit der einen, bald mit der anderen Seite in geschmolzenes Pech, welches schnell erhärtet und die Unterlage für weiteres Hämmern bietet.
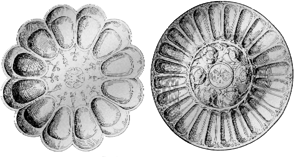
Es besteht also das Treiben eigentlich aus der künstlerischen Herstellung von Beulen und Buckeln. Wenn man aus einem Gefäßkörper Reihen von Buckeln, welche in der Langausdehnung zu Riffeln werden, heraus treibt, so macht man den Mantel des Gefäßes dadurch nicht schwächer, sondern im Gegenteil widerstandsfähiger gegen Verbiegungen (das Dach aus Wellblech ist standhafter als das aus glattem Blech), außerdem erhält man bei gleichem Aufwand von Metall einen größeren Körperinhalt und überdies mannigfach spiegelnde Flächen.
Es werden also an einem gebogenen Gefäß die besten Eigenschaften des Metalls, sein Glanz, seine Leichtigkeit und Geschmeidigkeit auf das vorteilhafteste entwickelt, sodass die Formen als die natürlichen Grundformen der Treibe-Arbeit anzusehen sind. Infolge davon befinden sie sich ohne besondere Überlieferung ganz ähnlich an Arbeiten völlig verschiedener Zeiten. Man vergleiche die sogenannte Eierschale des Hildesheimer Fundes aus römischer Kaiserzeit und die Lüneburger Schalen des 15. Jahrhunderts. Infolge davon erhält sich die gebogene Grundform des gotischen Bechers bis in das Rokoko.
Das Aufkeimen der Treibearbeit entwickeln sich zur Darstellung von Ornamenten, Pflanzen-, Tier- und Menschenformen bis zum figurenreichen Bild. Bei derartigen kunstvollen Stücken arbeitet man von oben und unten her auf besonderen Ambossen und nicht mehr mit dem einfachen Hammer, sondern mit kleinen Kolben und »Punzen« mannigfacher Form. Man bringt es dahin, Gestalten herauszubeulen, welche sich zu drei Vierteln von der Fläche abheben, vor: springende Köpfe, Arme und ähnliches. Dies sind aber nur verfeinerte Kunststücke, die gute Treibearbeit behält den Charakter einer anschwellenden Fläche.
Hohlkörper lassen sich bei annähernd rüsselförmiger Gestalt aus dem Ganzen treiben. Die Möglichkeit ist nicht ausgeschlossen, auch fast geschlossene Rundkörper, in welche die menschliche Hand nicht mehr hinein gelangt, von innen heraus zu bearbeiten durch Einführung eines Hämmerchens, dessen Stiel durch Aufschlagen mit Hebelkraft in Schwingung gebracht wird, die Schnarre. Das Handwerk geht aber diesen Schwierigkeiten lieber aus dem Wege und arbeitet solche Rundkörper aus zwei Stücken, welche zusammengelegt werden. Eiförmige Körper, wie die Kannen haben daher gewöhnlich am oberen Drittel eine Querteilung, walzenförmige Körper werden als offene Platte gearbeitet und nachher an den Kanten zusammengefügt. Verwickelte Formen, wie lebensgroße menschliche Vollfiguren an silbernen Altären, werden in einzelnen Platten hergestellt und zusammen gefügt.
Allerdings ist es auch möglich, eine Vollfigur aus einem einzigen Bleche hohl zu treiben in der von Cellini als „minuteria“ ausführlich beschriebenen Art. Das sehr mühsame Verfahren hat nur Bedeutung für Goldfiguren, an denen Gewicht und Material gespart werden soll. Das Goldblech wird auf ein fertiges Bronzemodell aufgehämmert, bis es zu drei Vierteln den Kern umgibt, dann zieht man aus dem nachgiebigen Blech den Kern heraus, fällt die Höhlung mit Pech, schließt die Falzränder des Goldblechs über dem Pech zusammen und vollendet die Arbeit von oben her.
Das hier erwähnte Treiben auf einem festen Modell, Bronze oder Eisen, ist übrigens ein uraltes Verfahren, ebenso wie Treiben in eine feste Form hinein, wenn es genügt, ein flaches, ziemlich stumpfes Relief zu erhalten. Das Pressen oder Metalldrücken — ist eine Übertragung der freien Handarbeit des Treibens auf Werkzeuge. Man bereitet das Blech in der nötigen Stärke vor und presst es dann zwischen Stein-, Bronze- oder Eisenformen, Stanzen, welche das gewünschte Ornament einerseits erhaben, andrerseits vertieft enthalten.
"Versandtasche bestellen" stimme ich den AGB zu und habe die Datenschutzerklärung zur Kenntnis genommen.





Basierend auf 6176 Bewertungen
Powered by

040 76 11 64 44

innerhalb von 48 h

& unverbindliche Anfrage