Das meistgenutzte Material für die Schmuckherstellung, Gold und Silber, wird auf unterschiedliche Weise bezogen, bzw. angekauft. Zum einen bezieht man es durch Bankiers, als Feingold und Feinsilber von Edelmetall Scheideanstalten oder als Münzgold, von den Börsenplätzen des In- und Auslandes. In Deutschland nutze man lange Zeit auch Münzen der eigenen Währung (Zwanzigmark-Stücke oder Doppelkronen), während in England das Einschmelzen von Münzen, die sich noch im Umlauf befanden, unter Strafe verboten war. In Frankreich musste man sich eine ausdrückliche Erlaubnis dafür einholen, wenn man im Umlauf befindliche Münzen für die Schmuckherstellung nutzen wollte.
Außerdem haben sich seit Mitte der fünfziger Jahre die Kehrets-, Scheide-, Probier- und Legieranstalten als Rohstoffhändler herausgebildet. Während der Bankier nur Feingold, Feinsilber und Münzen liefert, liefern diese die fertigen Legierungen.
Die Goldgeschäfte, die sich besonders in Pforzheim zu einer selbständigen Hilfsindustrie entwickelt haben, befassen sich mit der Gewinnung des Edelmetalls, das im Verlauf von Verarbeitungsprozessen anfällt. Mit Hilfe eines komplizierten Verfahrens werden die Edelmetall-Anteile in den Bodenabfällen der Fabriken und Werkstätten, in alten Schmelztiegeln, Werkbrettern, Polierlumpen, im Schliff, in den Abgängen der Wäsche und des Waschwassers der Arbeiter wiedergewonnen und der Verarbeitung zurückgegeben. Das Gleiche geschieht, wenn auch in anderer Weise, mit den Gold- und Silberabfällen aus dem Fangfell der Arbeiter.
Bekanntlich wird Feingold und Feinsilber in seiner Reinform nicht verarbeitet. Es sind immer Zusätze anderer Metalle notwendig, zur Erhöhung der Brauchbarkeit und der Widerstandsfähigkeit. Dieses Beimischen geringwertiger Metalle, unter welchen insbesondere Kupfer eine große Rolle spielt, nennt man Legieren. Um das Verhältnis der Edelmetalle zu ihren Beimischungen bestimmen zu können, hatte man früher für Gold die Karat-Einteilung mit 24 Abstufungen und für Silber die Lot-Skala mit 16 Abstufungen. Diese Einteilung war so gegliedert, dass man unter 24-karätigem Gold und 16-1ötigem Silber jeweils das reine Edelmetall verstand. Die absteigenden Ziffern kennzeichneten dann den stärker werdenden Prozentsatz der unedlen Beimischungen. Die neue Feingehaltsskala ist für Gold- und Silber gleich, nämlich 1000-teilig.
Das Legieren ist die Grundlage aller Weiterverarbeitungsprozesse. Das Mischen der Metalle erfolgt durch Zusammenschmelzen der Edelmetalle und der unedlen Metalle. Dieser Vorgang verlangt sowohl sehr viel Geschick und Fachkenntnis, als auch professionelles Arbeitsgerät.
 Das Schmelzen der Edelmetalle geschieht entweder auf dem offenen Herdfeuer der sogenannten Essen, oder in besonderen Schmelzöfen mit starkem Zug, die klein und transportabel oder groß und eingemauert sein können. Große Schmelzöfen müssen feuerpolizeilich abgenommen und entsprechend Branschutz gesichert sein.
Das Schmelzen der Edelmetalle geschieht entweder auf dem offenen Herdfeuer der sogenannten Essen, oder in besonderen Schmelzöfen mit starkem Zug, die klein und transportabel oder groß und eingemauert sein können. Große Schmelzöfen müssen feuerpolizeilich abgenommen und entsprechend Branschutz gesichert sein.
Ein kleiner Schmelzofen ist hier links abgebildet. Der Ofen ist aus Eisen mit einer Schamotte-Fütterung. Der Deckel läuft auf einer Laufschiene und bewirkt das Schließen des Ofens durch das Zudrehen. Geheizt wird der Ofen mit Gas, mit Schmelzkohle oder mit Holzkohle. Moderne Schmelzöfen für Edelmetalle werden mittlerweile elektrisch befeuert und voll automatisch geregelt. Die Tiegel, die man für die Schmelzprozessen nutzt, sind in unterschiedlichen Ausführungen erhältlich. Es gibt Graphit-Tiegel und auch Tontiegel.
Tontiegel werden nur beim sogenannten „Abtreiben“, also bei der Goldgewinnung aus Abfällen, verwendet. Das gewonnene Material gelangt in diesem Fall nicht zum Ausguss, sondern man lässt es mit dem Tiegel zusammen erkalten. Anschließend zerschlägt man den Tiegel, um den Metallkern zu gewinnen. Jeder Tiegel wird also nur einmal benutzt.
Der Graphit-Tiegel, in dem das Legierungs-Schmelzen ausschließlich vorgenommen wird, bestehen aus 1 Teil Ton und 2 Teilen fein pulverisiertem Graphit. Sie werden scharf getrocknet aber ungebrannt in den Handel gebracht. Sie benötigen, bevor sie das erste Mal ins Feuer gebracht werden können, einer besonders sorgfältigen Vorbehandlung. Man glüht sie im Feuer vor und testet, ob sie rissig sind, da sonst das Metall beim Schmelzen in den Graphit hineinziehen oder durchsickern könnte. Die Vorzüge der Graphit-Tiegel bestehen darin, dass sie, wenn sie einmal im Feuer gewesen sind, nur sehr selten springen oder reißen, und dass ihre glatte Innenfläche das Ausleeren des geschmolzenen Inhaltes begünstigt.
Wegen der Reinheit der Legierung muss immer wieder für das gleiche Karat der selbe Tiegel benutzt werden. Um Verwechslungen vorzubeugen, ritzt man auf der Außenseite des Tiegels die Karat-Zahl ein.
Neben einem Ofen und den Schmelztiegeln braucht man noch einen eisernen Gießtisch, der neben dem Ofen steht und den Einguss für das flüssige Metall trägt, sowie besondere Gießzangen zum Ausheben der Tiegel. Das zu schmelzende Material wird kleingeschnitten und durcheinander in den Tiegel gefüllt. Sobald das Feuer in Glut übergegangen ist, wird der Tiegel mitten hineingesetzt, mit einem aus Graphit bestehenden Deckel zugedeckt. Dann wird die glühende Kohle ringsum so aufgehäuft, dass der Tiegel vollständig davon bedeckt und umgeben ist. Je nach der Beschaffenheit der Legierung und des Ofens kann das Metall in 15-20 Minuten geschmolzen sein. Viele geben auch Borax als Flussmittel zu; es geht aber auch ohne diesen Zusatz, der zudem das Anhaften des Metalls am Tiegel begünstigt.
Wenn man nach dem Öffnen des Tiegels, sieht, dass das Metall zu fließen beginnt, ist große Aufmerksamkeit notwendig, da sich ein Überhitzen sehr ungünstig auf das Metall auswirkt. Das Anzeichen für den richtigen Moment, indem der Schmelzprozess als vollendet angesehen werden muss, ist ein glatter, ruhiger „Spiegel", d.h. eine glänzend-klare Oberfläche. Sobald das flüssige Metall unruhig wird und zu kochen anfängt, ist eine Überhitzung eingetreten, die letztendlich nur eine poröse und unbrauchbare Legierung liefert. Für 18-karätiges Gold, welches relativ leicht schmilzt, darf der Tiegel nicht weiß-, sondern nur rotglühend werden. 14 Karat und geringere Legierungen werden erst nach erreichter Weißglut ausgegossen.
Da die einzelnen Metalle einer Legierung nicht gleich schwer sind, vermischen sie sich, auch in flüssigem Zustand, nicht völlig gleichmäßig. Es empfiehlt sich deshalb, die geschmolzene Mischung mit einem feuerfesten Tonstab umzurühren, um eine ganz gleichmäßige Verteilung der Einzelbestandteile herbeizuführen. Dieser Stab muss, um ein Anhängen des Metalls zu vermeiden, vorher zum glühen gebracht werden. Den gleichen Zweck erreicht man, wenn man den gegossenen Edelmetallbarren nach dem Erkalten gleich wieder in Stücke zerschneidet und zum zweiten Mal schmilzt. Missachtet man solche Vorsichtsmaßnahmen, wird der fertige Barren in seinen einzelnen Teilen ungleich im Feingehalt sein, und die daraus hergestellte Ware würde einen teils höheren, teils niedrigeren Feingehalt haben als eigentlich beabsichtigt war.
Diese besondere Vorgehensweise ist insbesondere bei Frischlegierungen notwendig, beim Stückschmelzen erreicht man wesentlich leichter eine gleichmäßige Legierung. Einzelne Stücke müssen übrigens vor dem Schmelzen aus-magnetisiert werden, um die darin eventuell enthaltenen Eisenteile zu entfernen.
Zum Schluss sei noch bemerkt, dass die Größe des verwendeten Tiegels in richtigem Verhältnis zu der Quantität des Metalls stehen muss. Bei einem zu großen Tiegel kann das Metall, während des Ausgießens, zu sehr abkühlen und hängen bleiben. Das geschmolzene Metall lässt man zum Erkalten in sogenannte Eingüsse laufen. Dies sind zweiteilige Gießformen, die zum Zuklappen eingerichtet und mit einem Gießloch versehen sind. Sie dienen dazu, das legierte Metall nach dem Schmelzen in eine handliche Form zu bringen. Der Blecheinguss ist so geschaffen, dass er eine flache viereckige Planche ergibt.
Er wird manchmal auch nach Länge und Dicke verstellbar gemacht. Hierzu nutzt man Schrauben zum einstellen der gewünschten Maße. Der Drahteinguss ist nicht verstellbar, wird aber in verschiedenen Größen angefertigt. Er ergibt eine viereckige oder runde Planche. Der in einem Betrieb benutzte Drahteinguss muss sich in seiner Größe immer nach der vorhandenen Drahtwalze richten.
Die Eingüsse müssen vor jedem Guss eingeölt und von Zeit zu Zeit abgebrannt werden. Die entstehende Rußschicht gewährleistet einen glatten Ausguss.
Vor dem Ausgießen des Edelmetalls aus dem Tiegel werfen manche Goldschmiede etwas Borax oder ein Stück Holz hinein und gießen den Inhalt noch während des Verbrennens dieser Substanzen aus. Dies soll den Zweck erfüllen, den Luftzutritt fernzuhalten und ein vorzeitiges Abkühlen des Metalls zu verhindern. Der Erfolg ist aber nicht wissenschaftlich nachgewiesen und das Verfahren bringt leicht Unreinheiten in den Guss.
Sobald sich auf der geschmolzenen Metallfläche der schon erwähnte „Spiegel" zeigt, wird der Tiegel mit der Zange erfasst und ausgegossen. Je nach dem Feingehalte der Legierung muss dies in unterschiedlicher Art und Weise geschehen.
Beispielsweise wird 18 Karat Gold ganz langsam, 14 Karat Gold schneller ausgegossen, während 8 Karat Gold gestürzt werden muss. Beim Erkalten zieht sich das Metall im Einguss etwas zusammen. Der im Tiegel verbleibende Rückstand, die sogen. „Gusshaut", wird gleich nach dem Ausguss durch Aufschlagen der Zange, welche den Tiegel hält, auf den Gießtisch ausgeklopft. Was auf diese Art nicht zu entfernen ist, kann durch Auskratzen beseitigt werden. Der fertige Ausguss, die „Planche" oder der „Lingot" wird meistens auf der Hochkante mit dem Hammer gestaucht und auf der Breitseite an einem Ende konisch gehämmert, um das Auswalzen zu erleichtern.
Das beste Kennzeichen einer einwandfrei geschmolzenen Legierung ist das Aussehen ihrer Schnitt- bzw. Bruchfläche. Schneidet man die Planche mit der Blechschere, ist der Querschnitt am oberen Teil scharf und glänzend, während der übrige Teil abgedrückt wird und daher sehr fein gleichmäßig gekörnt aussieht, und zwar umso feiner je besser die Legierung ist. Wurde aber durch zu schnelles Ausgießen, durch Überhitzen oder andere Fehler während des Schmelzens, erscheint die Schnittfläche porös, die Planche ist unbrauchbar und muss nochmal geschmolzen werden.
Lot kann in fertigem Zustand und in den verschiedenartigsten Zusammensetzungen von den Legierungs-Anstalten bezogen werden, wird aber in vielen Geschäften selbst hergestellt. Das Verfahren ist im allgemeinen das gleiche, wie beim beschriebenen Legierungs-Schmelzen. Es muss jedoch beachtet werden, dass Cadmium und Spiauter (eine Unedelmetall-Legierung), die bei leichtflüssigen Loten beigesetzt werden, erst dann in den Tiegel kommen dürfen, wenn die übrigen Bestandteile schon flüssig sind, da sich diese beiden Metalle bei längerer Erhitzung gerne verflüchtigen. Lot-Legierungen kommen meist in den Blecheinguss.
Fehlerhaft geschmolzenes, also poröses Gold und Silber, bringt bei der weiteren Verarbeitung unangenehme Nebeneffekte mit sich. Es ist spröde, bricht oder reißt beim Walzen, lässt sich schlecht färben und polieren. Beim Glühen blähen sich die Poren auf, so dass die Oberfläche Blasen wirft, die fertige Ware ist unsolide und brüchig. Ohne sorgfältigstes Schmelzen ist keine schnelle und problemlose Bearbeitung möglich.
Wie bereits erwähnt, legiert man teilweise aus technischen Gründen, teilweise mit künstlerischem Hintergrund, beispielsweise der Farbe wegen. Letzteres ist jedoch nur beim Gold der Fall, da Silber sich durch andere Metalle nicht in künstlerisch verwertbarer Weise färben lässt. Gold dagegen kann durch verschiedene Zusätze in den mannigfaltigsten Farben-Abstufungen dargestellt werden.
Für die Praxis haben sich Silber und Kupfer als die besten Zusätze bewährt, weil sie, wenn sie richtig angewendet werden, weder das Aussehen, noch die Geschmeidigkeit des Goldes wesentlich verändern. Dieses wird daher für die Schmuckherstellung immer mit Silber und fast immer auch mit Kupfer legiert. Für geringe Legierungen kommt noch Messing in Betracht.
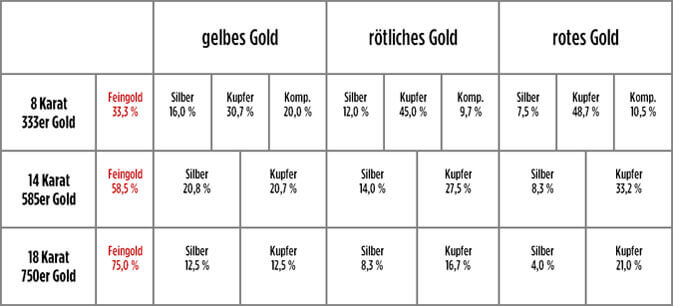
Die meistgenutzte Farblegierung ist Rotgold, welches seine Farbe dem Kupferzusatz verdankt. Es eignet sich sehr gut zum Verarbeiten, da es sehr geschmeidig ist. Dagegen ist das Gelbgold, mit verhältnismäßig stärkerem Silberzusatz, sehr hart und spröde. Es wird hauptsächlich zur Herstellung von Schmuckstücken verwendet, die häufig getragen werden und stark durch Schläge und Reibungen beeinflusst werden, wie Ringe, Eheringe und Ketten. Für die seltener vorkommende grüne Goldfarbe findet eine Legierung von Gold mit Cadmium, Silber und Kupfer Anwendung. Für Arbeiten in 4 Metallfarben, kommt zu den angeführten Legierungen noch Silber oder Platin (für Weiß) hinzu. Die Lote werden im allgemeinen dem Legierungs-Verhältnis der zu lötenden Ware entsprechend hergestellt. Kleinere Differenzen sind unauffällig und können vernachlässigt werden.
Hier ist eine Tabelle mit den drei wichtigsten Legierungen für Schmuckgold abgebildet. An der Tabelle können Sie ablesen wie viel Prozent Material ein Goldschmied für die Bearbeitung eines Schmuckstückes benötigt um eine entsprechende Legierung mit entsprechendem Farbton herzustellen.
Silber schmilzt bei ungefähr 950° Celsius. Es hat die Eigenschaft, beim Schmelzen aus der zuströmenden Luft Sauerstoff aufzunehmen, bis zu dem 22-fachen seines Volumens. Bei langsamer Abkühlung lässt es den Sauerstoff ohne besondere Erscheinung wieder entweichen, findet diese aber zu schnell statt, erstarrt das Silber an der Oberfläche, während es im Innern noch flüssig ist. Mit der zunehmenden Abkühlung des Innern wird der Sauerstoff frei gesetzt und durchbricht die erstarrte Oberhaut des Silbers, wobei kleine Teilchen mit herausgeschleudert werden. Diese Erscheinung nennt man „spritzen“ oder „spratzen“ des Silbers. Wird geschmolzenes Silber bei Lufteintritt in dünne Standart-Metallrohlinge gegossen, welche ein schnelles Abkühlen gestatten, so wird ein Teil des Sauerstoffes zurückgehalten, wodurch das Silber außerordentlich spröde wird.
Bei mechanischer Bearbeitung wird es schließlich rissig oder zerbricht. Um absolut dehnbares Silber zu erhalten, braucht man das Talent, das geschmolzene Metall so weit abkühlen zu lassen, bis das Spratzen vollständig aufgehört hat, es durch kurz andauerndes Verstärken der Hitze, eventuell unter Zugabe von Borax, welcher schnell schmilzt und den Zutritt der Luft abhält, wieder ganz flüssig zu machen und zu Blöcken oder Metallrohlingen zu gießen.
"Versandtasche bestellen" stimme ich den AGB zu und habe die Datenschutzerklärung zur Kenntnis genommen.







Basierend auf 6176 Bewertungen
Powered by

040 76 11 64 44

innerhalb von 48 h

& unverbindliche Anfrage